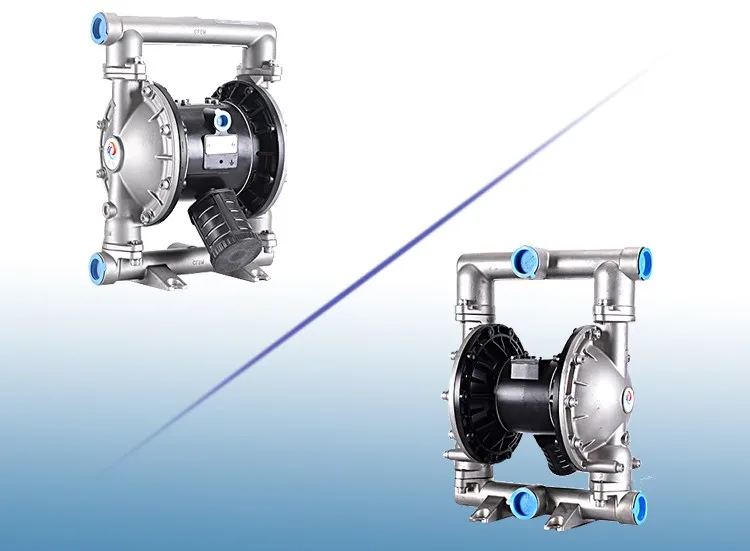
Air Operated Diaphragm Milk Food Grade Liquid Transfer Pump Buy Food
SCP01 8 0.37 stainless steel sanitary food grade milk transfer
HOPPER TOPPER SERIES. Fast, Easy Pumping. Continuously Fill Hoppers. Unifiller transfer pumps are food-grade food-safe transfer pumps that pump food service products (batters, sauces, fillings, creams) quickly & safely.
Food Grade Transfer Pumps Viscofeeder™ Pumps www.pcm.eu
SIPHON COMPONENTS - With this complete food and gas siphon, you'll receive one 8 ft transfer hose, food-grade squeeze bulb, shut-off clip, two hose retainer clips, two mesh filters, and four hose clamps. FOOD GRADE - This effective fluid transfer pump is made from food-safe silicone material, and is great for home brewing or wine-making.
Food Safe Liquid Pump Food Grade Water Pump Manufacturer
Mini 12V Food Grade Water Pump 19GPH Low Noise Diaphragm Pump Self Priming Function Food Grade Pipe Fresh Water Transfer DC Pump Ice Maker Coffee Machine Water Cooling. 4.0 out of 5 stars. 23. 100+ bought in past month. $18.99 $ 18. 99. FREE delivery Fri, Mar 15 on $35 of items shipped by Amazon.
Food Grade Brewing Brewery beer Pump 220V Drive Water Pump 15R
FDA-compliant pumps are a necessity for safely processing food and beverages. ARO food-grade pumps offer rugged, reliable designs that keep your operation up and running smoothly. The food-grade diaphragm pumps from our EXP Series can handle high volume transfer safely and reliably. Applications include:
RV Series 12L/Min Diaphragm Delivery Transfer Water Pump Self Priming
High-Flow Harsh-Environment Self-PrimingCirculation Pumps for Water and Coolants. A powerful motor provides twice the flow rate of other self-priming circulation pumps. It is totally enclosed fan-cooled (TEFC) for use in dusty, dirty, and damp environments. Install these pumps up to 20 ft. above your liquid source to drain underground tanks and.

Portable Thick Liquid Transfer Pump,Food Grade Self Priming Water Pump
Get A GoatThroat Food Grade Transfer Pump Today! If you're doing business in the food and beverage industry, you may just be fed up with substandard liquid transfer systems that compromise quality, efficiency and safety. The good news is this: you don't have to put up with a pour that keeps you poor! For a top-tier transfer system that will.
1100022000L/H Food Grade Lobe Transfer Pumpin Pumps from Home
The need for hand drum pumps and food-grade transfer methods for liquid materials used in food and beverage production is a given for the industry. The chemicals required for facility maintenance and the added responsibility of food-grade material production demand heavy use of transfer pumps, mixing methods, storage access, and manual controls.

Air Operated Diaphragm Milk Food Grade Liquid Transfer Pump Buy Food
Generally, transfer pumps move fluid from one location to another using a difference in pressure. Power is needed to create this pressure, draw the fluid into the pump, and expel the fluid toward its new location. Food-grade transfer pumps meet sanitary standards to make them safe to use for food production.
Sanitary Stainless Steel Food Grade Centrifugal Pump / Milk Transfer Pump
Sugar. Wear-resistant and non-clogging pumps are a prerequisite for trouble-free operation in the sugar industry. ANDRITZ single-stage centrifugal pumps set new standards and achieve efficiencies of up to 90%. These pumps have either closed, semi-open or open impellers depending upon where they are installed in the sugar production process.

Food Grade High Viscosity Liquid Transfer Pump Buy High Viscosity
Tacmina pumps are designed to handle injection of food and beverage additives, granulation of raw materials for pharmaceutical use and coating of tablets, careful handling of expensive raw materials with no loss, and more. Tacmina provides solutions for the most challenging fluid applications. Our Advanced Development Center drives Tacmina's.

INTBUYING Centrifugal Pump Sanitary Beverage Pump 3T Portable 304
Mini 12V Food Grade Water Pump 19GPH Low Noise Diaphragm Pump Self Priming Function Food Grade Pipe Fresh Water Transfer DC Pump Ice Maker Coffee Machine Water Cooling. 4.0 out of 5 stars. 26. 100+ bought in past month. $18.99 $ 18. 99. FREE delivery Sat, Mar 23 on $35 of items shipped by Amazon.

Food Grade Bakery Transfer Pumps,Opvoerpomp BELDOS
Benefits of our food transfer pump range. FDA, 3A and EHEDG approved pumping solutions. Low maintenance solutions with Clean in Place models available. Models for 99.98% barrel emptying to limit expensive product waste. Pumps for handling solids, shear sensitive, viscous and high-temperature fluids. Models with sanitary enclosures for added.

STP125 Gardner Denver Food Grade Liquid Pump
Benefits of our edible oil pumps range. Can handle temperatures up to 250°C. For low and high viscosity edible oils up to 80,000 CP. Models capable of handling solids such as olive residue. FDA and 3A approved models for safe food processing. Flow rates up to 83,000lpm and pressure capabilities of up to 50bar. Request a Quote.
Stainless Steel Centrifugal Pump , Food Grade Transfer Pump For Juice
Tool-free disassembly for quick and easy cleanup. Versatile - fits most pails and mixing bowl from 60 to 140 quarts. Unique tilt mechanism for quick change over, no heavy lifting. Two modes: continuous or triggered by a foot pedal. Adjustable pump speed control for different types of product. 1.5″ (38 mm) diameter flexible outlet hose.
Hyss25 Food Grade Liquid Honey Transfer Pump Buy Food Grade Transfer
Sanitary food grade pumps are designed to transfer consumable products between processes without exposing them to the mechanisms of the pump or other external exposure. Thanks to smooth pumping, these standard food-grade pumps gently transfer products without disrupting their consistency. Food Grade Pumps aren't limited to just the food industry.
D 3A 6 6501600L/H SS316 material tomato sauce salad sauce peanut
Food transfer flexibility in a portable design. Our portable food-grade double diaphragm pumps offer food processors flow rates that are at least 25% greater than many competitive pumps. And higher flow rates give you the flexibility to process more food products, ranging from low to medium viscosity fluids.
